





Maskinbrotsch H7 TiN
!
Pris saknas på produkten. Vänligen kontakta din Ravema-representant.
Produktbeskrivning
Utförande
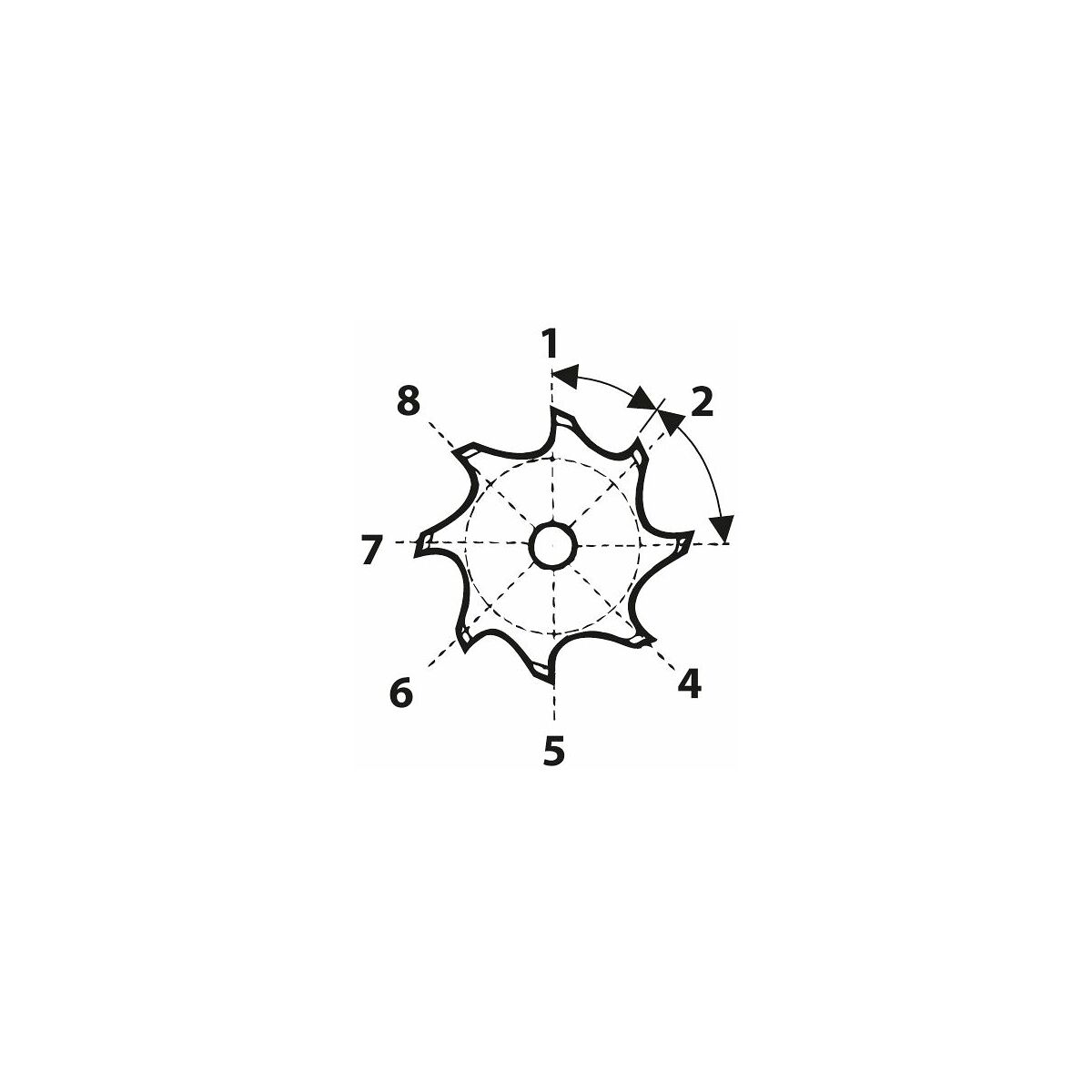
Med långa skäreggar och vänsterspiral. Jämnt antal skär och oregelbundna avstånd mellan skären.
Användningsdata
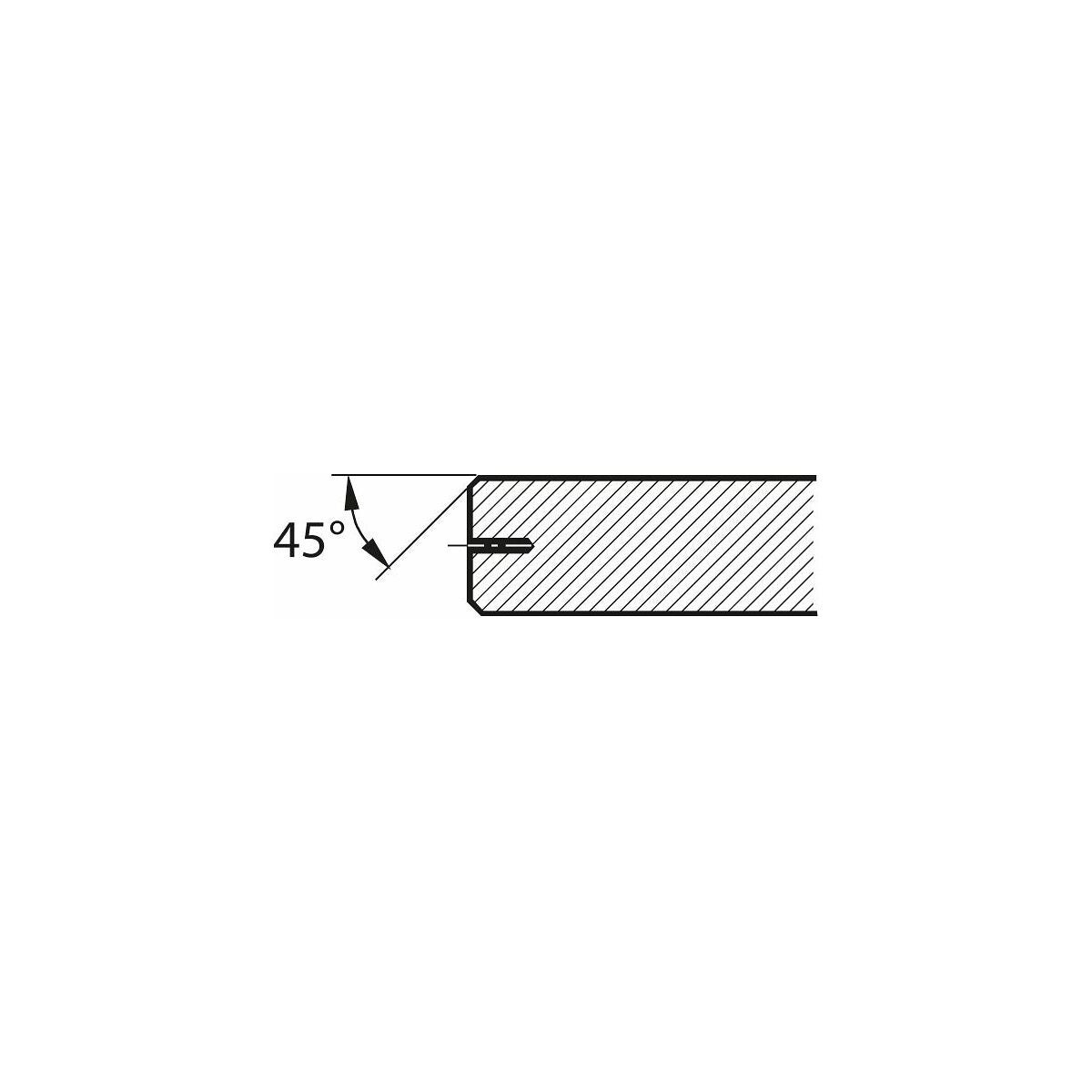
För brotschning av genomgående hål, då spånen drivs ut i skärriktningen.
Användningsdata

P
15

P
10

P
9

P
7

P
5

S
7

N
18

K
7


Teknisk data
| Produktslag | Phillips-BIT |
|---|---|
| Skärmaterial | HSS E |
| Norm | DIN 212 B |
| För material (färgring) | Utan |
| Beläggning | TiN |
| Invändig kylning | nej |
| Infästning | Cylindriskt skaft |
| Användning vid håltyp | vid genomgående hål |
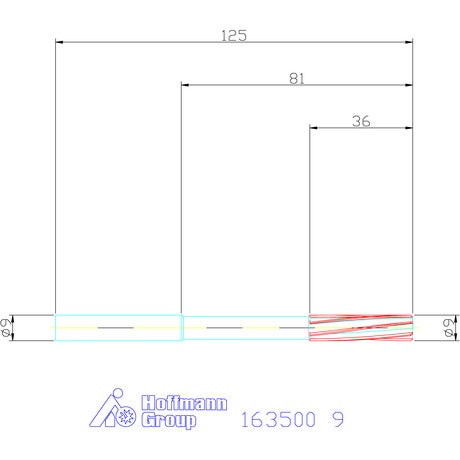
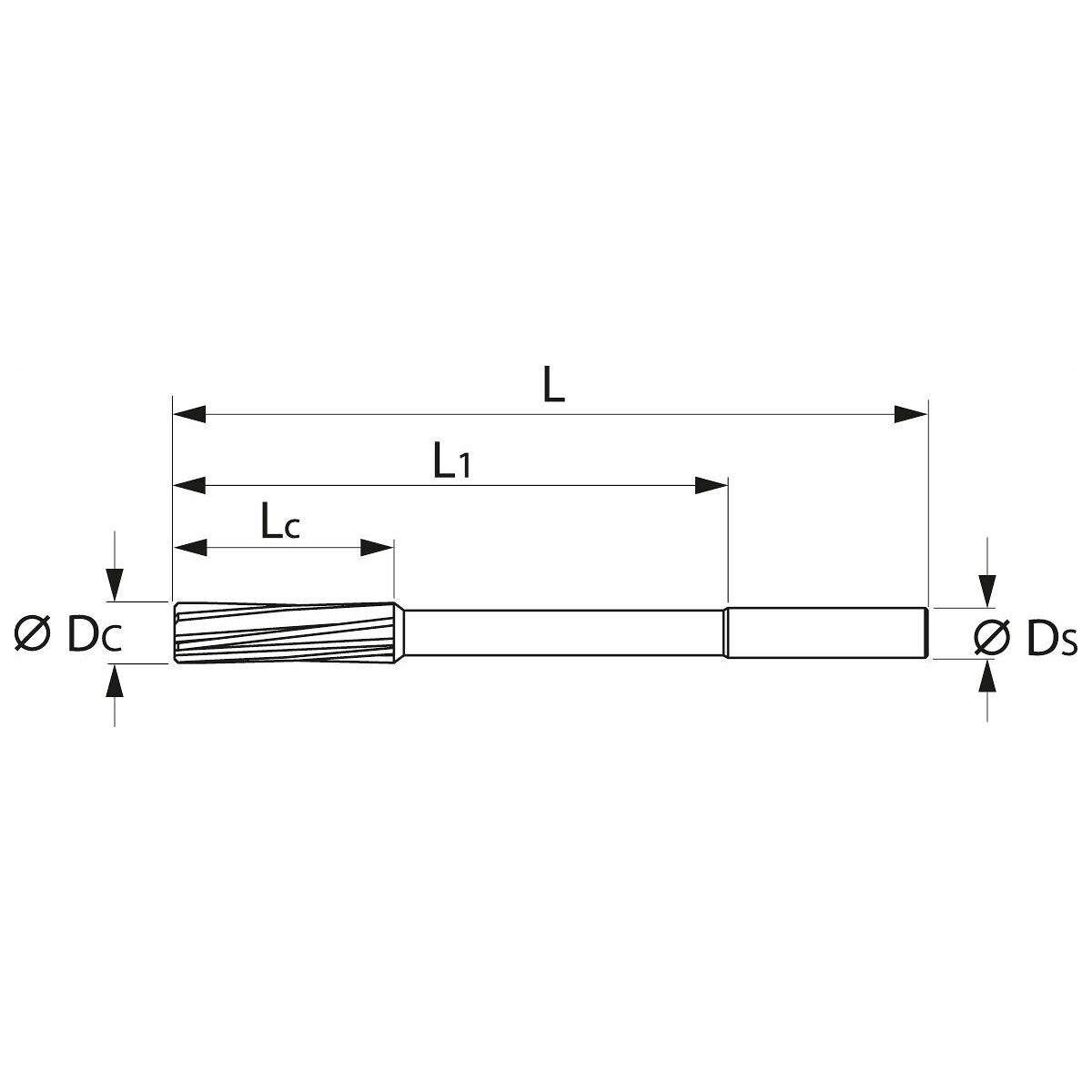
| Diameter ⌀ | 9 mm |
| Antal skär z | 6 |
| Utkragningslängd l1 | 81 mm |
| Totallängd l | 125 mm |
| Skärlängd lc | 36 mm |
| Borrdjup | 79 mm |
| Skaftdiameter ds | 9 mm |
| Skafttolerans | h9 |
| Matning f i stål < 750 n/mm2 | 0.2 mm/v |
| Brotschmån för diametern ⌀ riktvärde | 0.1 - 0.2 mm |
| Tolerans | H7 |
| Skärets övre avmått | 0.012 mm |
| Skärets undre avmått | 0.006 mm |
| Största skärdiameter | 9.012 mm |
| Rekommenderad borr-⌀ i stål < 750 n/mm2 | 8.8 mm |
| Skaftmått | 9 |
Media
| ToolScout | https://toolscout.com/processdata?articlenumber=163500&lng=sv |
|---|---|
| Materialnyckel | materialnyckel.pdf |
Produktspecifikation
| Artikelnummer | 163500 |
|---|---|
| EAN | 4045197251404 |