






Metallkapklinga grov HZ obelagd
Pris saknas på produkten. Vänligen kontakta din Ravema-representant.
Produktbeskrivning
Utförande
Alla blad är frislipade på sidan genom skålslipningen. Alla storlekar med 200 mm ⌀ och mycket smala blad har en hålkrage för stabilisering. Precision, tandform och frislipning på sidorna motsvarar DIN 1840.
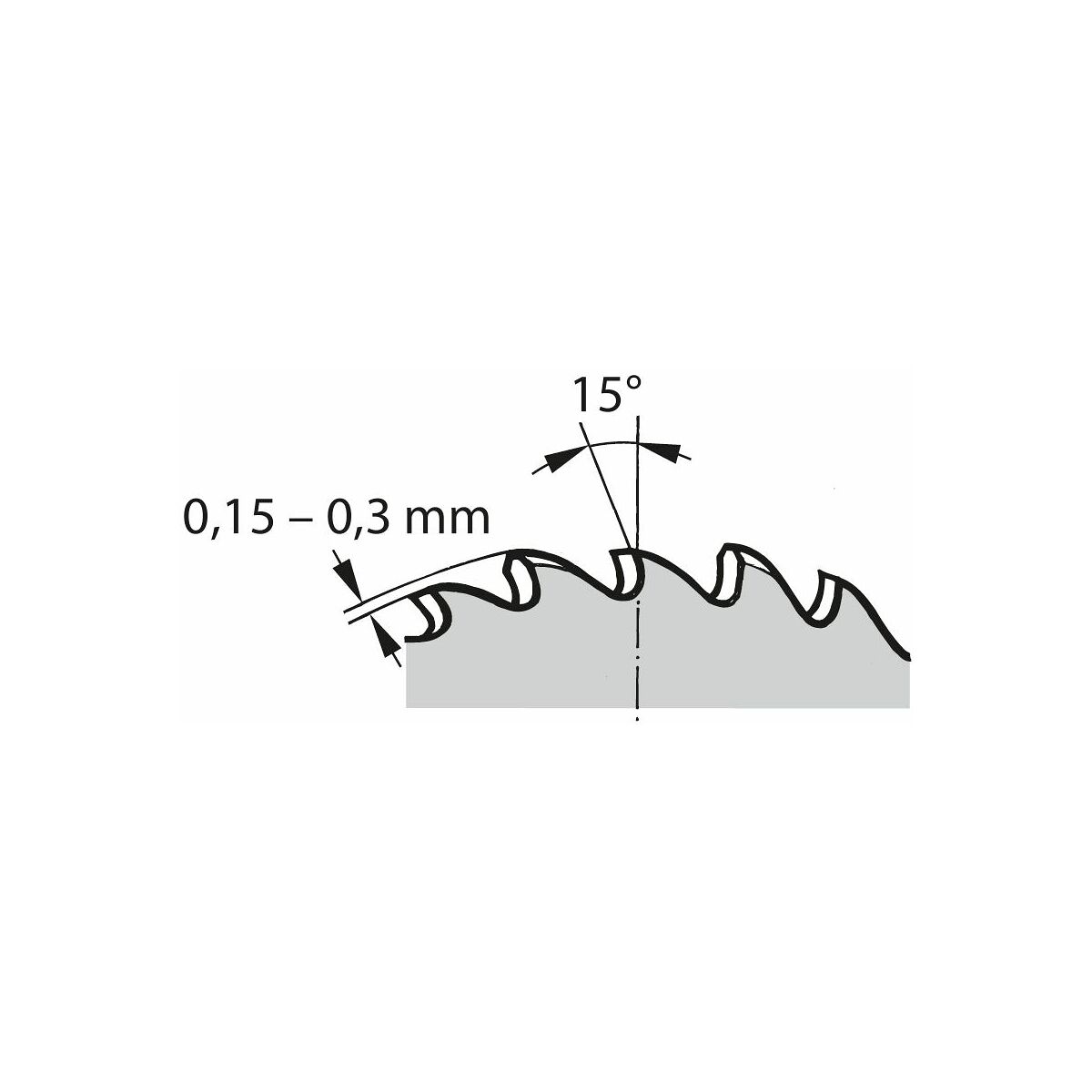
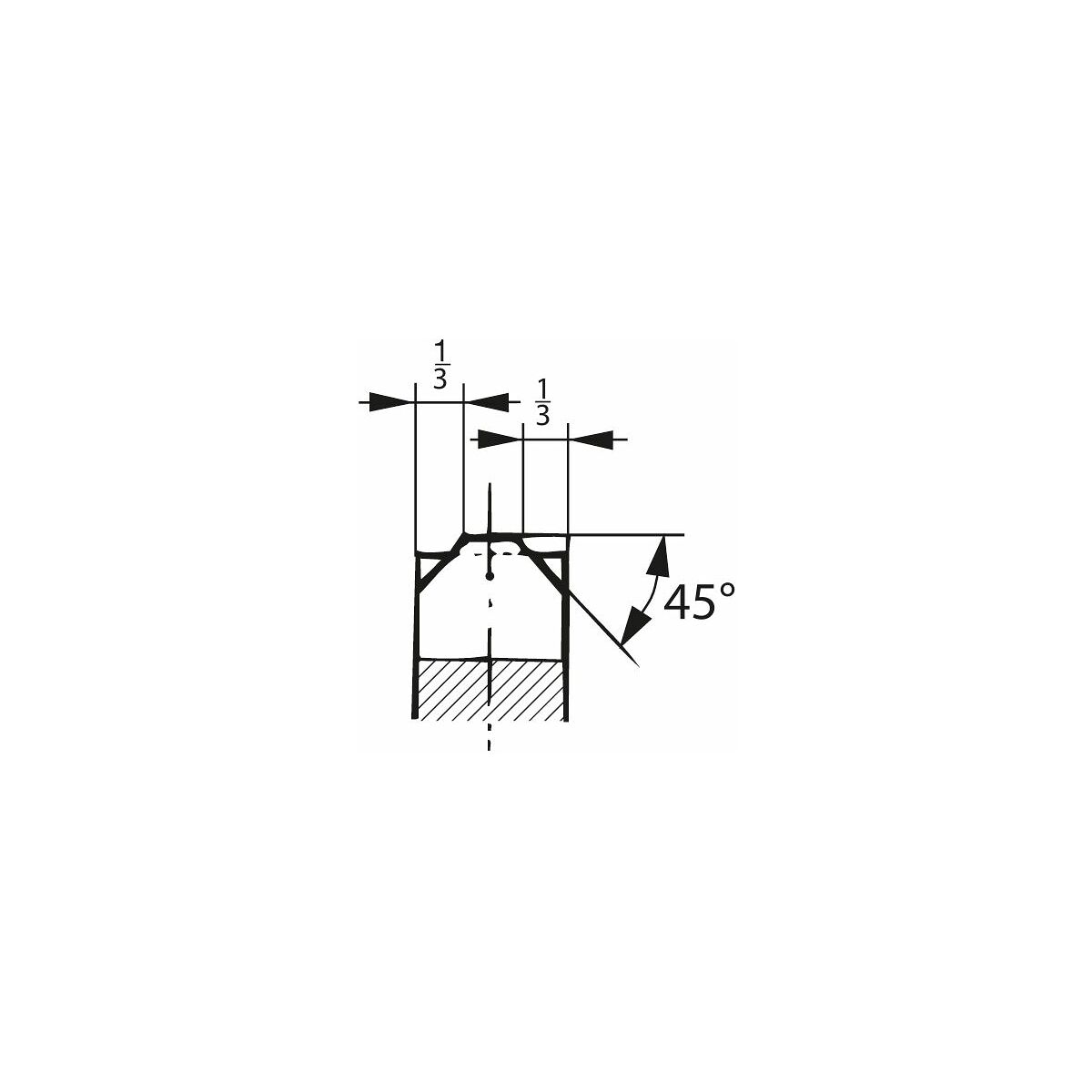
DIN 1838 C grovtandat med bågtand form C. Tandning med hög prestanda (HZ) med för- och efterskär. Förskäret står 0,15−0,30 mm högre än efterskäret och är avfasat i båda tandhörnen. På så sätt delar de båda tänderna på skärarbetet.
Användningsdata
Särskilt lämpligt för bearbetning av arbetsstycken med låg till medelhög hållfasthet. Genom den spåndelande tandformen uppnås hög skärprestanda.
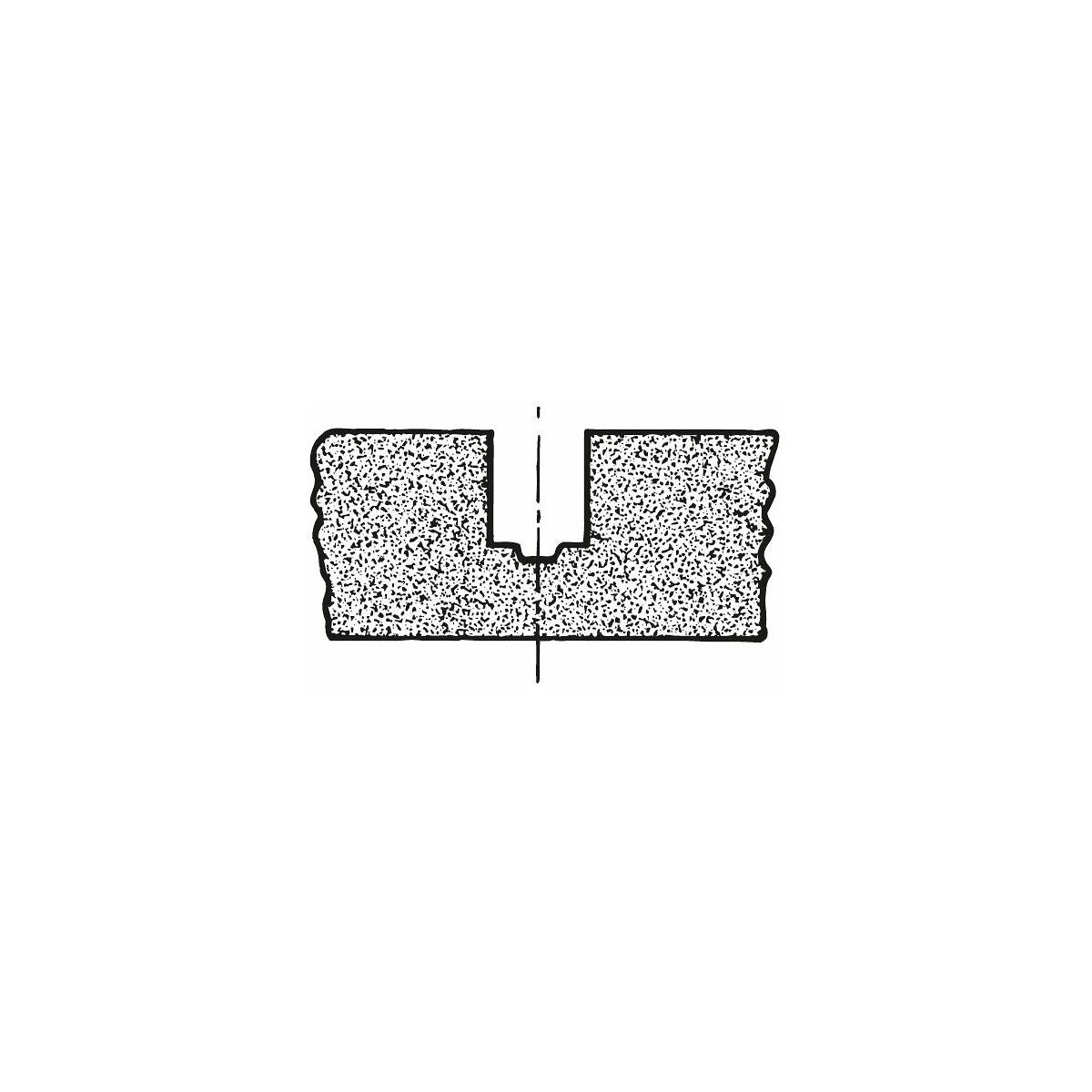
Observera: Om arbetsstycket inte blir helt genomskuret, utan endast en skåra görs i det, blir skåran inte helt plan i botten på grund av den spåndelande tandningen.
Anmärkning
Värdena för orundhet och axiell avvikelse är avsevärt bättre än siffrorna i DIN 1840, i vissa fall upp till 50 %.
Användningsdata














Teknisk data
| Produktslag | Cirkelsågblad |
|---|---|
| Skärmaterial | HSS |
| Lämpligt för material | Metall |
| Norm | DIN 1838 |
| Beläggning | obelagd |
| Invändig kylning | nej |
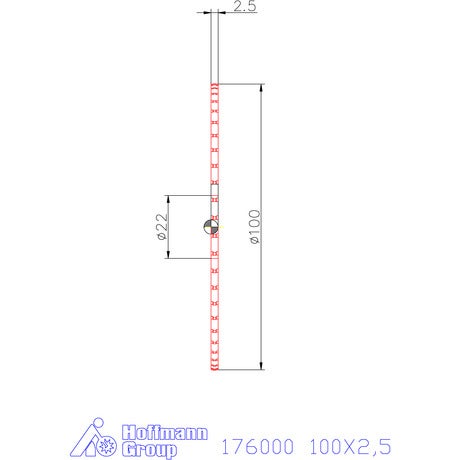
| Hål-⌀ | 22 mm |
| ⌀ | 100 mm |
| Tjocklek | 2.5 mm |
| Antal skär z | 50 |
| Maximalt sågdjup | 30.25 mm |
| Fräsdjup ap max. | 30.25 mm |
| Korrigeringsfaktor fz | 1,5 |
| Skaftutförande | med hål |
| Effektivt antal skär zeff | 50 |
| Skärdjup ap | 2.5 mm |
Media
| ToolScout | https://toolscout.com/processdata?articlenumber=176000&lng=sv |
|---|---|
| Materialnyckel | materialnyckel.pdf |
Produktspecifikation
| Artikelnummer | 176000 |
|---|---|
| EAN | 4045197244567 |