


Maskin-gängtapp obelagd
Produktbeskrivning
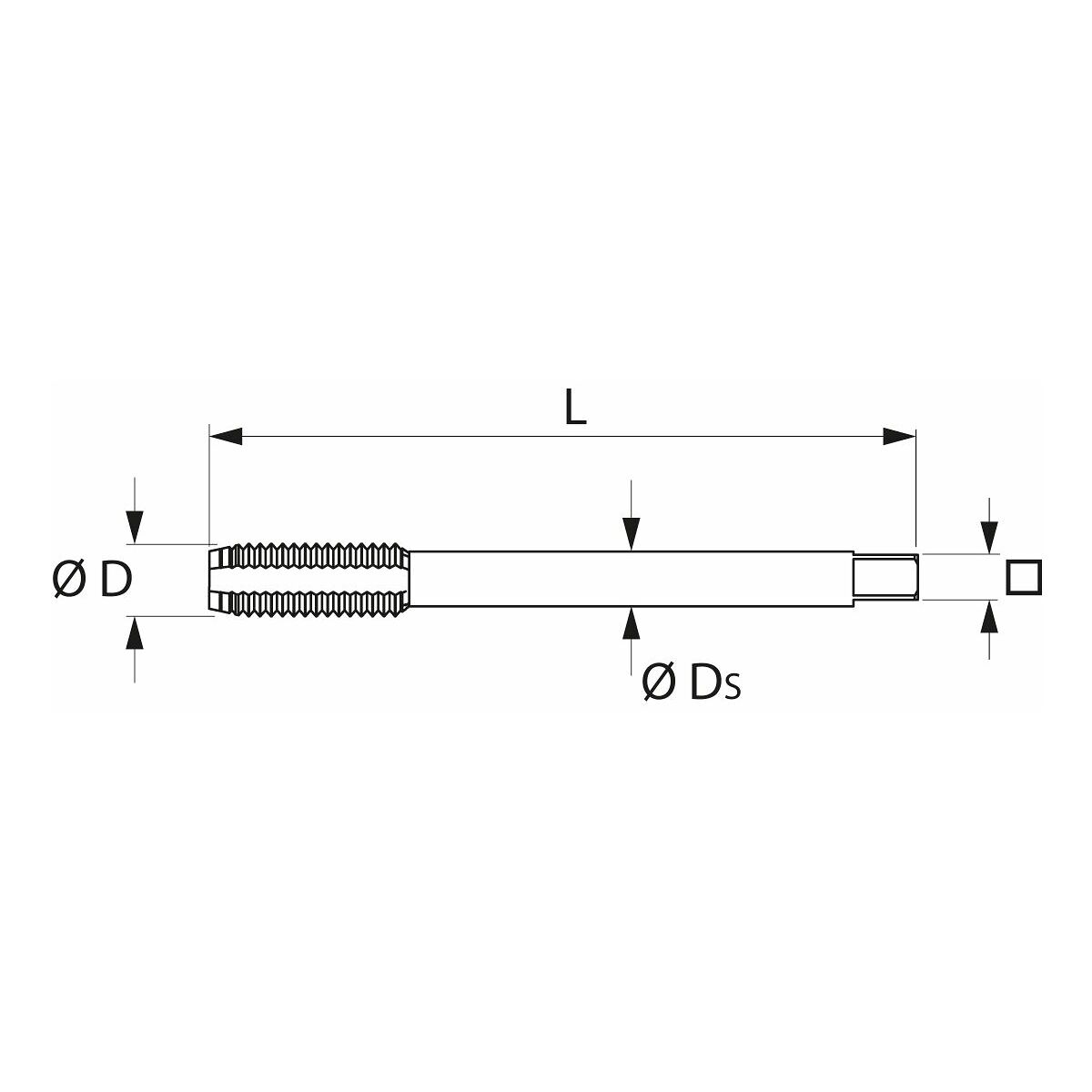
Utförande
Stabilt utförande, raka spår.
Användningsdata
För koniska rörgängor (NPT) enligt ANSI B1.20.1, för gängor med tätningsmedel. Observera det föreskrivna minsta djupet för kärnhålet (se tabellen).
Rekommendation
Kärnhål ⌀ A:
Cylindrisk förborrning utan användning av brotsch.
Kärnhål ⌀ B:
Cylindrisk förborrning och därefter upprymning med konisk brotsch 1:16 (se nr 162650). Sedan kan man med kontrollmåttet Dmax (se tabellen) kontrollera det koniska hålets diameter på plansidan. Förberedelserna av kärnhålet enligt variant B erbjuder det processäkraste alternativet för gängskärning.
Teknisk data
| Produktslag | Gängtapp |
|---|---|
| Skaft | Cylindriskt skaft med h9 |
| Användning vid håltyp | Bottenhål; Genomgående hål |
| Skärriktning | Höger |
| Gängnorm | ANSI B 1.20.1 |
| Flankvinkel | 60 grad |
| Skärfasform | C |
| Typ av gängverktyg | Maskingängtapp för konventionell bearbetning |
| Vått maximal | mindre lämplig |
| Alu (kortspånig) | mindre lämplig m/min |
| Olja | lämplig |
| Färgring | Utan |
| Beläggning | obelagd |
| Invändig | nej |
| Stål < 500 n/mm² | lämplig m/min |
| Stål < 750 n/mm² | lämplig m/min |
| Cuzn | mindre lämplig m/min |
| Gg(g) | mindre lämplig m/min |
| Gängtyp | NPT |
| Norm | Verkstadsnorm |
| Konförhållande | 1:16 |
| Skärmaterial | HSS E |
Produktspecifikation
| Artikelnummer | 138090 |
|---|---|
| EAN | 4045197585561 |