



HM-maskinbrotsch H7 obelagd
!
Pris saknas på produkten. Vänligen kontakta din Ravema-representant.
Produktbeskrivning
Utförande
Långa skäreggar, med vänsterspiral.
Extremt differentialdelad (EU) från strl 2.
Härigenom blir hålet helt runt och fritt från kuggmärken.
Skärmaterial
Strl 1−13 Solid hårdmetall.
Strl 14−16 med HM-vändskär, bakom dessa hårda styrlister av nitrerstål.
Användningsdata
På stabila, lågvibrerande maskiner. Längre utslitningstid och måttnoggrannhet som HSS-brotschar.
Teknisk data
| Produktslag | Phillips-BIT |
|---|---|
| Skärmaterial | HM K10 |
| Norm | DIN 8093 |
| För material (färgring) | Utan |
| Beläggning | obelagd |
| Invändig kylning | nej |
| Infästning | Cylindriskt skaft med h6 |
| Användning vid håltyp | vid genomgående hål |
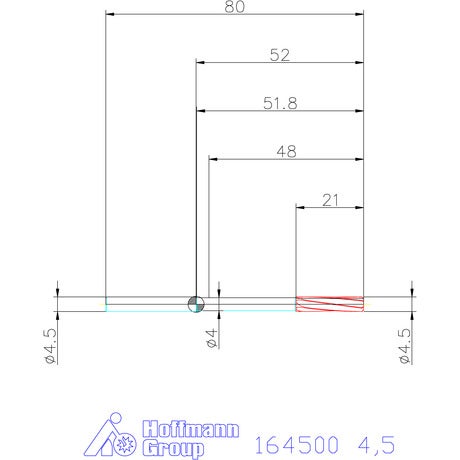
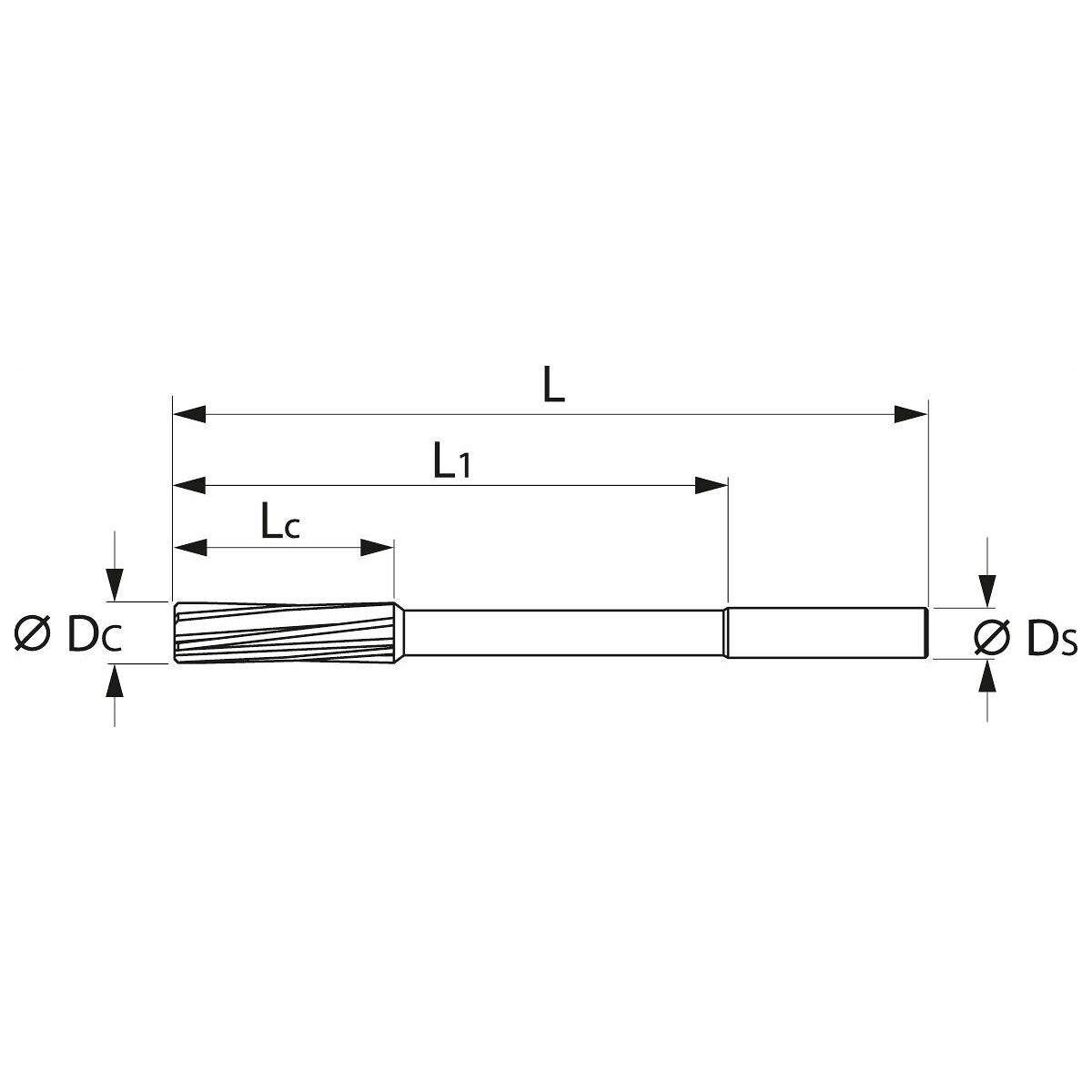
| Diameter ⌀ | 4.5 mm |
| Antal skär z | 6 |
| Utkragningslängd l1 | 45 mm |
| Totallängd l | 80 mm |
| Skärlängd lc | 21 mm |
| Borrdjup | 43 mm |
| Skaftdiameter ds | 4.5 mm |
| Skafttolerans | h9 |
| Brotschmån för diametern ⌀ riktvärde | 0.1 - 0.2 mm |
| Tolerans | H7 |
| Skärets övre avmått | 0.01 mm |
| Skärets undre avmått | 0.005 mm |
| Största skärdiameter | 4.51 mm |
| Matning f i stål < 1100 n/mm2 | 0.12 mm/v |
Användningsdata

N
30

N
35


P
20

P
13

P
10

P
8

P
6

M
10

N
20


Media
| ToolScout | https://toolscout.com/processdata?articlenumber=164500 |
|---|---|
| Materialnyckel | materialnyckel.pdf |
Produktspecifikation
| Artikelnummer | 164500 |
|---|---|
| EAN | 4045197251992 |