


Maskin-gängtapp HSS/E TiAlN
Produktbeskrivning
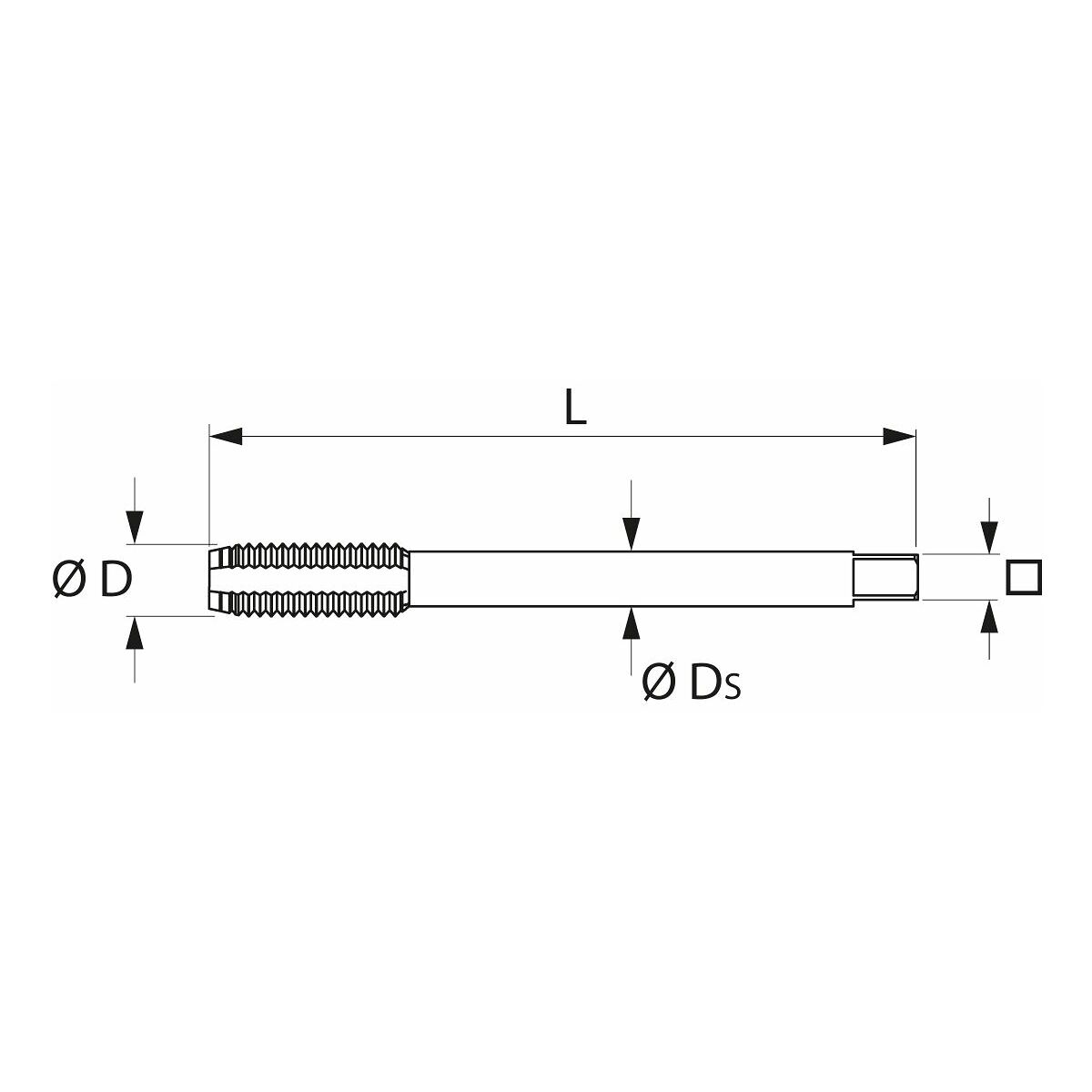
Utförande
En speciell TiAlN-beläggning användningstider. Genom utsatt styrgänga: Lägre vridmoment och bättre fördelning av smörjmedlet. Kan användas med emulsion (fetthalt minst 8 %).
Användningsdata
För koniska rörgängor (NPT) enligt ANSI B1.20.1, för gängor med tätningsmedel. Observera det föreskrivna minsta djupet för kärnhålet (se tabellen).
Rekommendation
Kärnhål ⌀ A:
Cylindrisk förborrning utan användning av brotsch.
Kärnhål ⌀ B:
Cylindrisk förborrning och därefter upprymning med konisk brotsch 1:16 (se nr 162650). Sedan kan man med kontrollmåttet Dmax (se tabellen) kontrollera det koniska hålets diameter på plansidan. Förberedelserna av kärnhålet enligt variant B erbjuder det processäkraste alternativet för gängskärning.
Teknisk data
| Skaft | Cylindriskt skaft med h9 |
|---|---|
| Användning vid håltyp | Bottenhål; Genomgående hål |
| Skärriktning | Höger |
| Gängnorm | ANSI B 1.20.1 |
| Flankvinkel | 60 grad |
| Skärfasform | C |
| Typ av gängverktyg | Maskingängtapp för konventionell bearbetning |
| Produktslag | Gängtapp |
| Alu (kortspånig) | mindre lämplig m/min |
| Olja | lämplig |
| Färgring | blå |
| Beläggning | TiAlN |
| Invändig | nej |
| Cuzn | mindre lämplig m/min |
| Inox < 900 n/mm² | lämplig m/min |
| Stål < 500 n/mm² | lämplig m/min |
| Stål < 750 n/mm² | lämplig m/min |
| Stål < 900 n/mm² | lämplig m/min |
| Vått maximal | lämplig |
| Gängtyp | NPT |
| Norm | DIN 374 |
| Aluminium, plast | mindre lämplig m/min |
| Skärmaterial | HSS E |
| Gg(g) | mindre lämplig m/min |
| Konförhållande | 1:16 |
Produktspecifikation
| Artikelnummer | 138110 |
|---|---|
| EAN | 4045197585578 |