


Maskin-gängtapp M10
Produktbeskrivning
Utförande
Stabilt utförande.
Rekommendation
För TOOLOX- och HARDOX-material rekommenderar vi att kärnhålsdiametern borras 0,05 till 0,3 mm större än vad som anges i DIN-standarden (se tabell).
Teknisk data
| Skaft | Cylindriskt skaft med h9 |
|---|---|
| Användning vid håltyp | upp till 1,5×D vid bottenhål; upp till 1,5×D vid genomgående hål |
| Skärriktning | Höger |
| Gängnorm | DIN 13 |
| Flankvinkel | 60 grad |
| Skärfasform | C |
| Typ av gängverktyg | Maskingängtapp för dynamisk bearbetning |
| Produktslag | Gängtapp |
| Olja | lämplig |
| Färgring | röd |
| Beläggning | obelagd |
| Invändig | nej |
| Stål < 750 n/mm² | mindre lämplig m/min |
| Stål < 1100 n/mm² | lämplig m/min |
| Stål < 900 n/mm² | lämplig m/min |
| Vått maximal | mindre lämplig |
| Hardox 500 < 1600 n/mm² | mindre lämplig m/min |
| Toolox 44 | mindre lämplig m/min |
| Toolox 33 | lämplig m/min |
| Stål < 1400 n/mm² | lämplig m/min |
| Gängtyp | M |
| Gängstigning | 1.5 mm |
| Norm | DIN 371 |
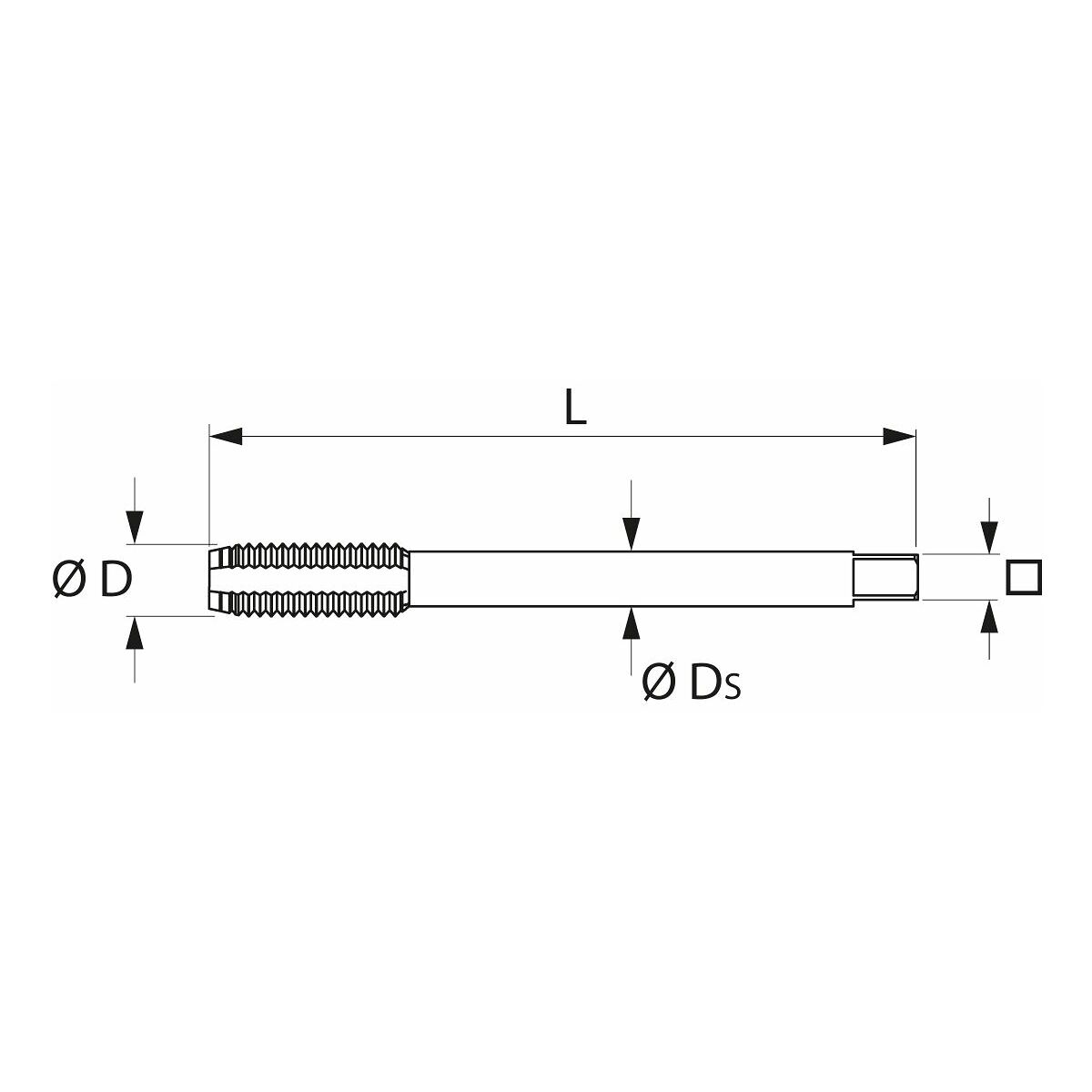
| Gäng-⌀ | 10 mm |
| Kärnhåls-⌀ | 8.5 mm |
| För håltyp | upp till 1,5×D vid genomgående hål |
| Antal skär z | 4 |
| Antal spånspår | 4 |
| Skärfasvinkel | 8 grad |
| Skaftdiameter ds | 10 mm |
| Skaftfyrkant □ | 8 mm |
| Totallängd l | 100 mm |
| Toleransklass | ISO 2X 6HX |
| Gängdjup | 15 mm |
| Gänga | M10 |
| Skärmaterial | HSS E |
Produktspecifikation
| Artikelnummer | G131950M10 |
|---|---|
| EAN | 4045197070937 |